
FLEX-3A扫描仪 进行3D检测
 1.无需进行复杂的零件预对准
1.无需进行复杂的零件预对准
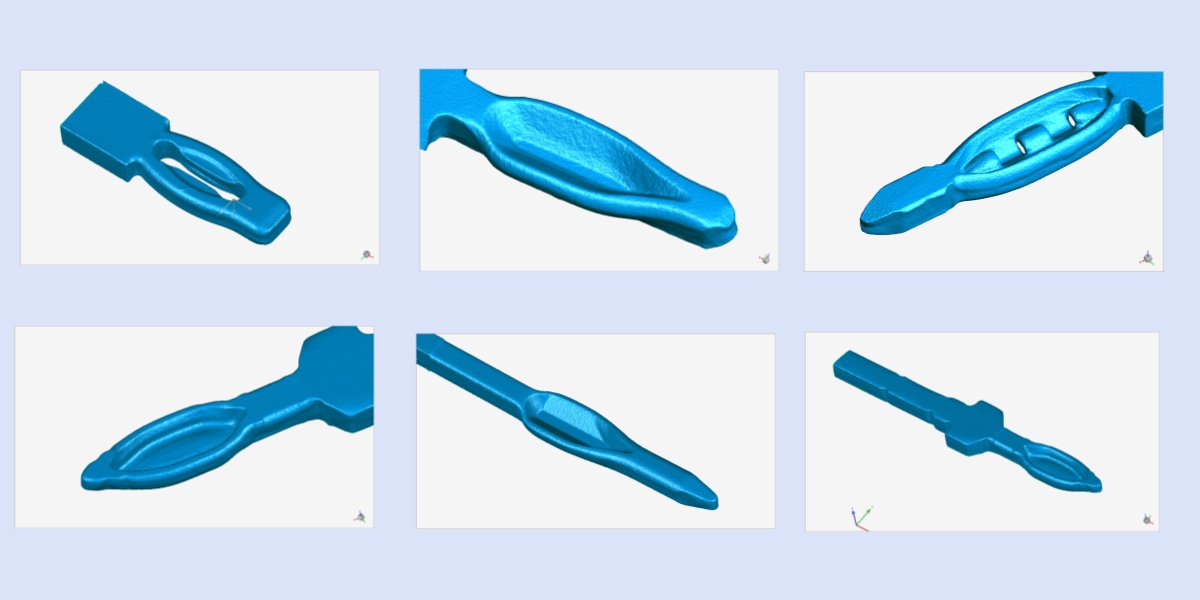
2.对完整的冲压端子几何形状进行3D
3.扫描与有损的显微镜观察切片的方式相比,大大节省了时间
4.自动化检测过程少于6分钟
5.与传统的人工检测相比,测试周期明显增加
6.在发生工艺错误或刀具磨损时,通过早期干预实现精确生产
7.在生产过程中可直接测试
8.通过3倍高像素相机和小范围视觉的独特组合实现高点密度和测量精度
9.摄影测量多图像扫描技术
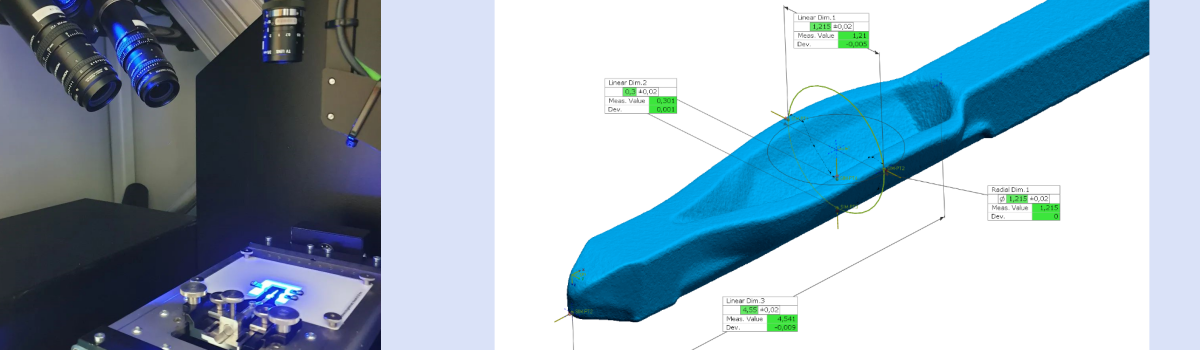
对典型冲压端子 进行3D检测
1.通过目标物体和传感器移动3个电动轴整体扫描所有相关的外部和内部尺寸
2.物体点的分辨率低至5μm,用于检测和检查微小的细节,如半径、毛刺和边缘压痕
3.重复性可达 1μm
4.根据VDI 2634第3页,可追溯的测量精度
5.简单、长期稳定的校准
带上多工件 自动扫描
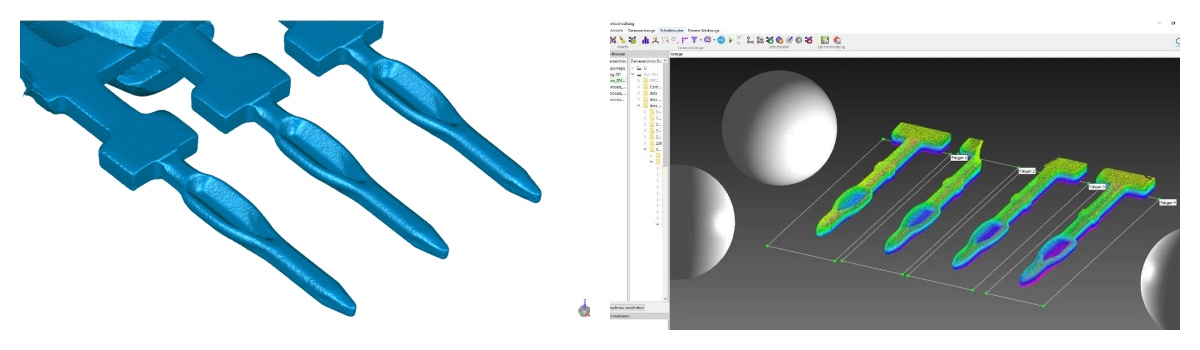
多个冲压端子检测的扫描数据 多腔扫描冲压端子的剪切模式
1.自动检查料带上的多个冲压端子
2.用于多冲模
3.通过消除耗时的流程,如零件分离、夹紧和松开以及多次测量得出的结果,以此来节省时4.间自由设计多腔扫描的扫描数据分割模式
5.平行进行测量端子(同时)或者依次检测速度可达每秒5个
6.通常一次装夹最多5个端子,可通过集成一个线性轴扩展测量范围
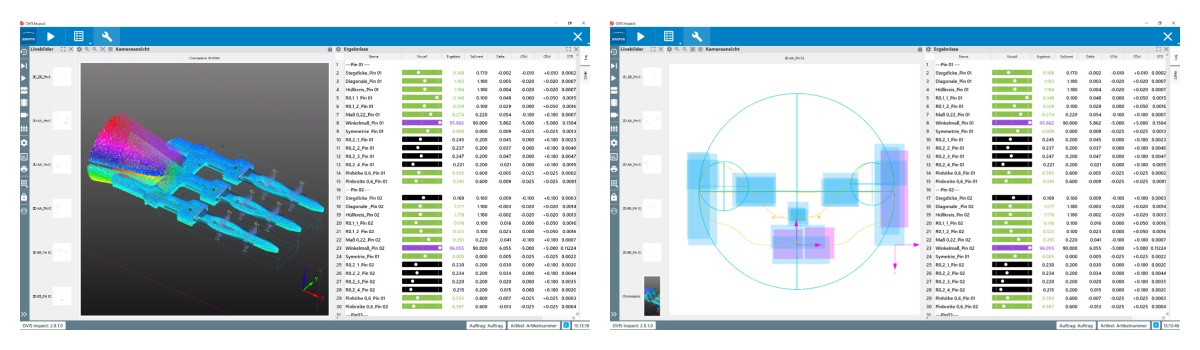
OVIS Inspect软件 进行灵活检测
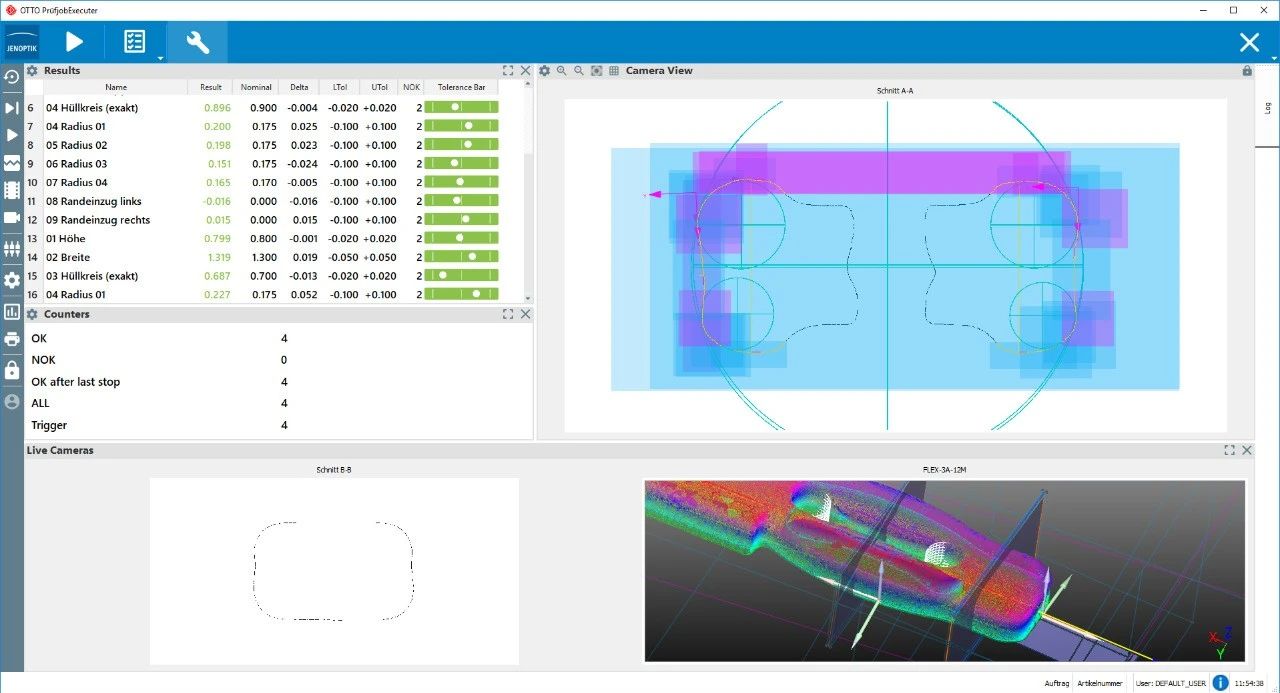
1.从一开始就开始工作 - 轻松选择预先配置的测试工作,用于典型的冲压端子
2.在PJX软件中,每个冲压端子的检测时间<1s
3.自由选择截面的位置和数量
4.所有典型特征的尺寸设计(材料厚度、宽度、MCC、半径、尺寸、宽度、MCC、半径、攻角等)
5.准确确定MCC
6.剖面上与CAD的轮廓偏差
7.直接在点云上进行3D坐标测量
8.灵活的对准(与主/CAD匹配,3-2-1,RPS,基于特征、分级)
9.统计过程控制(MSA 1 & 3)
10.单独的结果输出,包括批次、工具号等信息,与CAQ的接口


