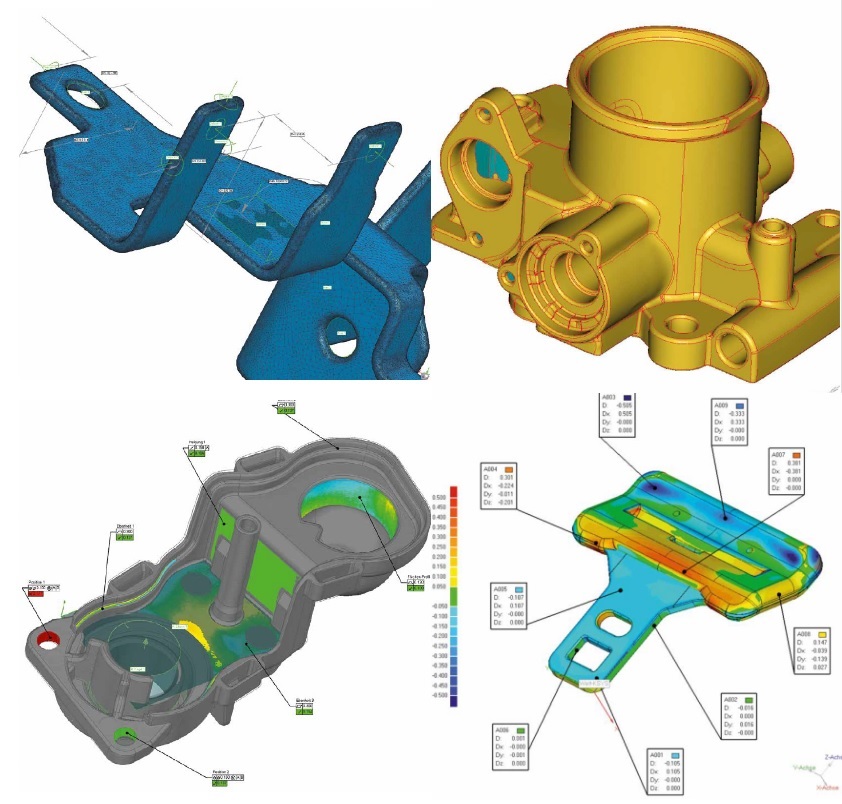
- 通过表面三维数据采集进行质量管控
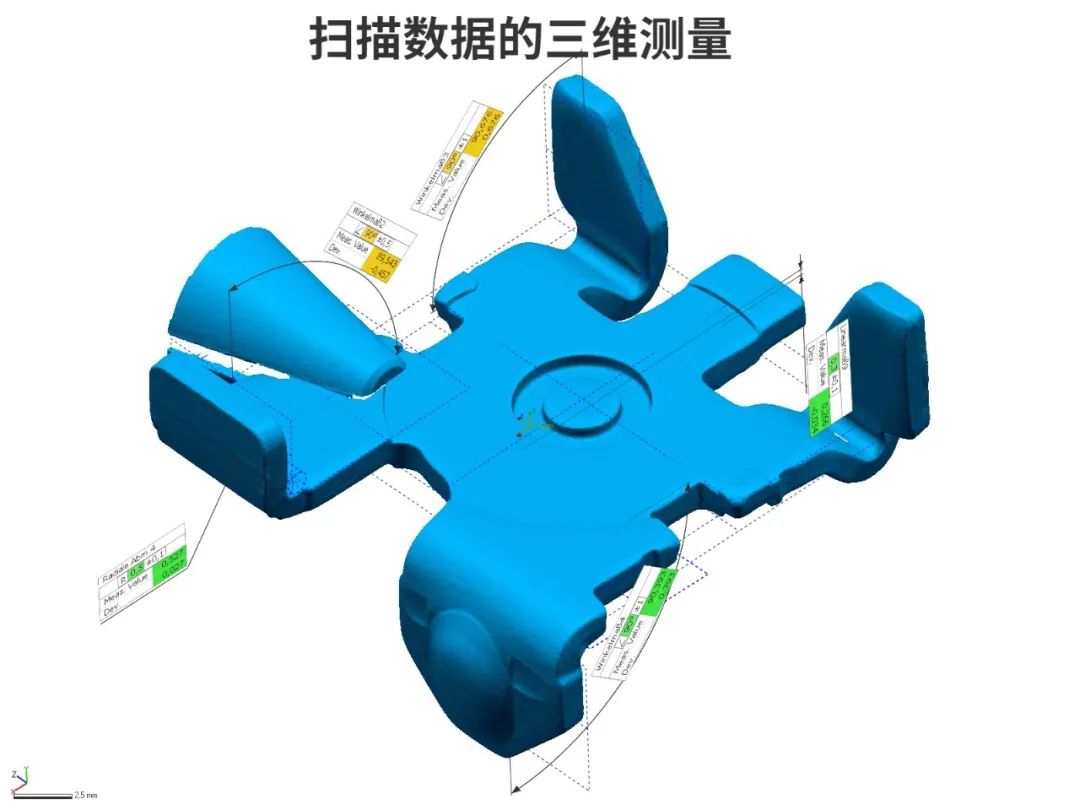
- 很薄又易发生折弯的冲压工件进行非接触式三维数据捕捉
- 测量点密度及高测量精度
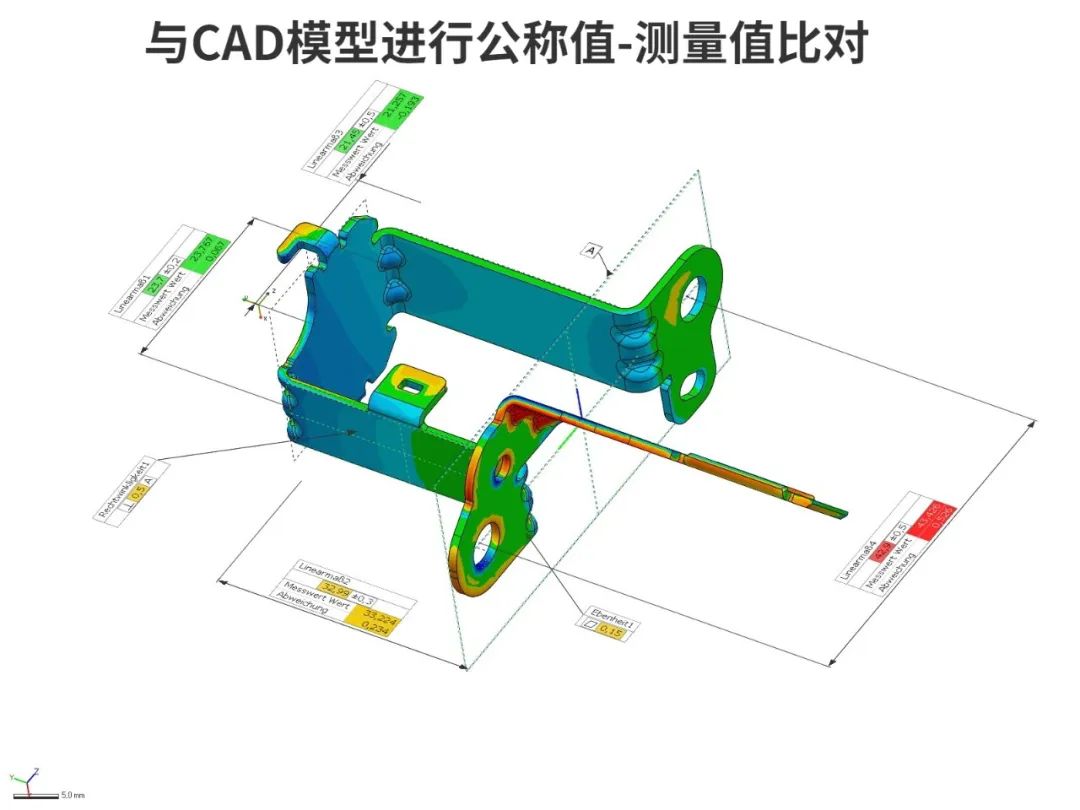
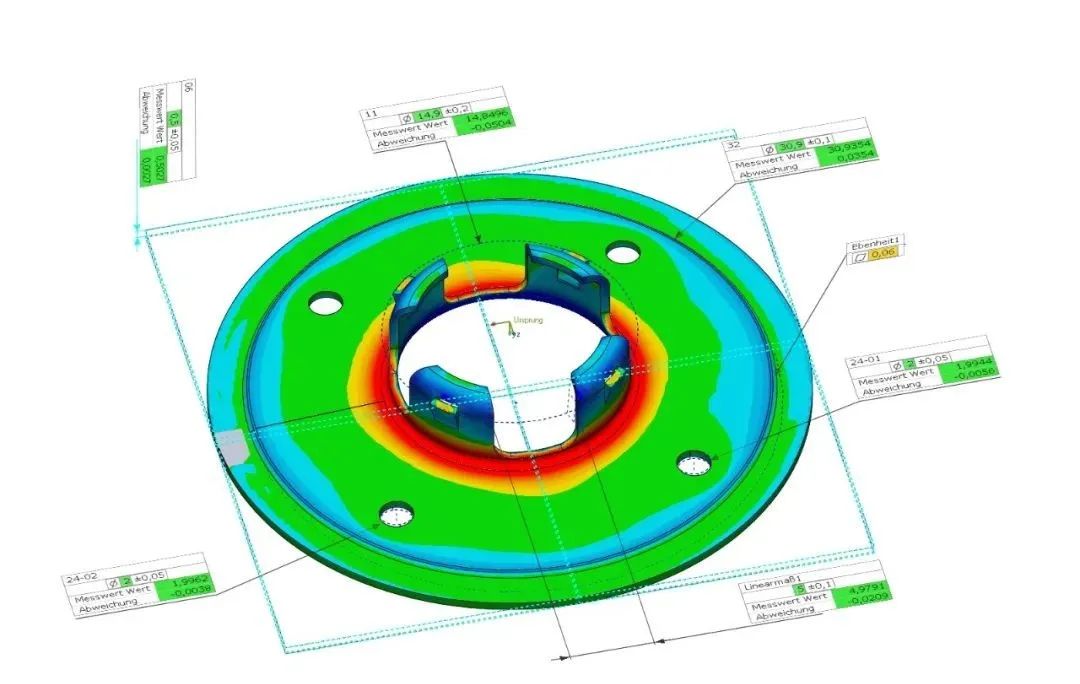
- 直接与CAD数模进行公称值-测量值比对
- 简便确定尺寸及形位公差
- 快速走位错误来源
- 简单的全自动扫描检测过程,无需手动翻面
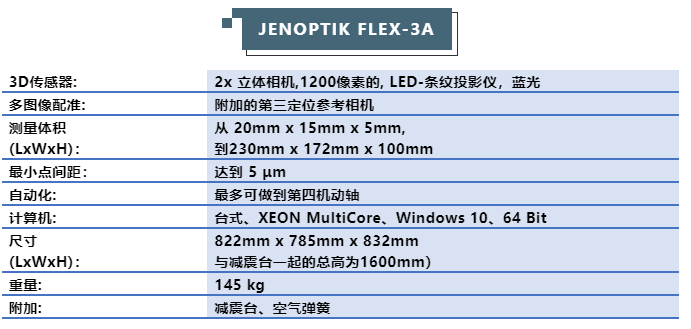
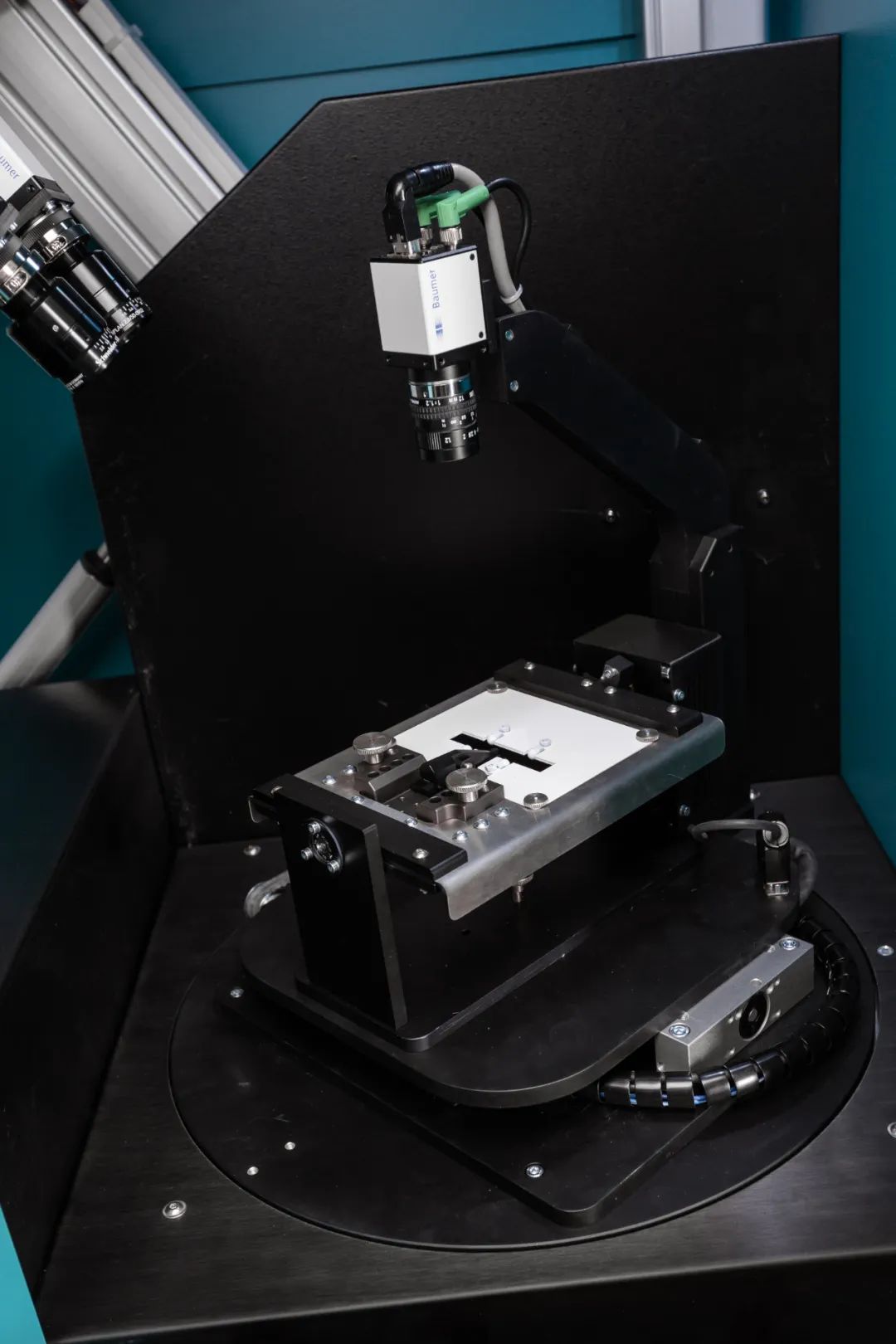
- 通过独有的运用三相机进行扫描和配备小范围测量视场获得高精度和数据分辨率
- 使用第三相机参与扫描过程,无需使用靶点标记
- 装夹工件时无需预先对齐
对形状复杂的冲压件或冲压模县的高精度3D扫描:
- 通过使用立体相机保证高性能的条纹投影拍照
- 使用不同大小的测量视场,只需要更换镜头组件,操作方便易学
- 物点分辨率小至 5 μm,尤其适合易碎的冲压边缘处及微小细节检测的数据采集场景重复测量精度可达 1 μm
- 可追溯的测量精度,根据VDI 2634,第3部分
- 操作简便的校准、长期有效的校准
可实现简单快捷的全自动化检测:
- 最多可以使用4个机动轴,以此来实现对测量所需的必要拍照角度的灵活控制
- 全自动化扫描和检测过程
- 使用马达控制的参考翻转台,无需手动反转工件就能实现完整的全景扫描
- 使用模块化的夹具系统将测量工件固定在测量系统中适当的位置上
- 对多个工件(包括连续测量)进行自动化评价
- 通过集成一个线性机动轴来拓展测量的体积大小
3D扫描数据的柔性检测:
- 对三维点云数据和多边形模型(STL)进行评价
- 扫描数据可直接与CAD数据或参考扫描数据进行比对
- 在三维立体模型上或二维截面中对所有类型的尺寸进行标注
- 形位公差的确定(GPS, DIN ISO/A SME)
- 灵活的对齐方式(出色的拟合对齐、3-2-1对齐、RPS对齐、基于特征的对齐、基于几何元素的逐级对齐等)
- 统计过程控制(SPC)
- 输出报告以及带有例如扫码枪信息、磨具信息的多种测量结果
- 自动化过程中可灵活选择第三方三维软件进行评价(Geomagic CONTROLX,Polyworks│Inspectorm™,ect.)
- 逆向工程