
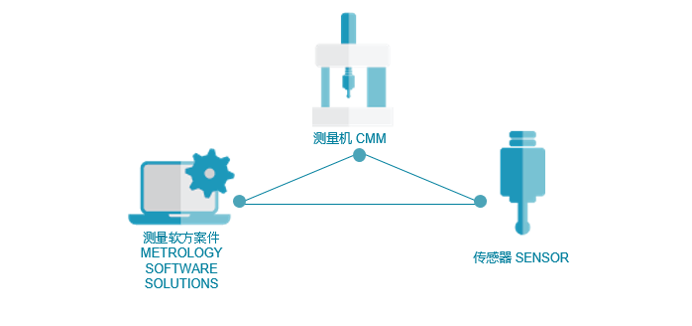
来吧,看看这些测量方案都包括哪些关键选项,该如何选择——
1.零件的类型及检测内容决定了测量软件的选择
熟悉你的检测需求,是规划测量方案的重中之重。零件的类型以及检测的内容和要求,需要甲乙双方工程师具体参与分析。
- 规则几何特征的测量
如果没有CAD模型,或者工件结构比较方正,编程者可利用二维图纸计算出特征的三维理论(x,y,z,I,J,K)。
在预算不充裕时,可以推荐不含CAD功能的测量软件,如PC-DMIS PRO,这是性价比最高的软件方案,但是,这里需要强调的是不带有CAD应用功能并不等于“低配”,例如,我们利用PC-DMIS PRO 能够完成像发动机缸体这样复杂的工件的编程和测量任务。
- 特征的三维理论值难以通过图纸获得
仅根据图纸,编程者无法很容易的计算出几何特征的理论值(x,y,z,I,J,K)时,如车身上的薄壁件等曲面类零部件,其往往使用了装配件的全局坐标系。此时,推荐带有CAD应用技术的测量软件(如PC-DMIS CAD/CAD++),编程者可以方便快捷的从三维CAD数模上提取出零件理论值。
- 复杂曲线曲面及高精密高效形位公差要求
复杂曲线曲面的分析测量,或者需要较高精密度的形位公差分析和编程测量效率时,推荐带有高级扫描功能的软件测量方案。
- 薄壁件
如车身、电器外壳等薄壁件及其模具,具有壁薄、形状不规则以及误差较大等特点,推荐专业的薄壁件测量软件。
- 由参数控制的特殊零部件
如齿轮、叶片等特殊零件,其属性由专业参数控制,而非普通的形位公差,这时,推荐专属的测量软件:自动创建测量程序,并能够自动输出专业的测量报告。
2.零件的尺寸大小影响测量机行程的选择
测量机XYZ轴三个方向的行程要能满足用户最大尺寸零件的测量。这里需要注意,为测头及其加长杆测针预留足够的空间;同时可以考虑,是否需要采用托盘批量检测,进而考虑托盘夹具的尺寸。
3.零件的最小公差值影响测量机的精度选择
为了降低系统测量结果不确定度的影响,按照计量原则,通常坐标测量机的最大允许测量误差应是被测零件最小公差的1/10至1/3。
4.测量的效率和精度要求影响传感器的选择
传感器又叫测头,可分为接触式(单点触发测头,模拟扫描测头)、非接触式(CCD,线激光,点激光,白光测头)两大类。通常情况下,接触式测头精度高于非接触式光学测头,模拟扫描测头的精度和采点效率高于单点触发测头。如果工件上特征类型多或尺寸大小差异较大,可能需要配置不同尺寸的测针甚至不同的测头;为了能在一个程序中一次性高效完成检测,还要将测头更换架考虑在内。
根据当前高精度、高效率和检测范围扩增的测量发展趋势,选择模拟扫描测头和激光扫描测头的用户越来越多。

5.测量机在工厂中的位置决定了测量机的环境指标
测量机在工厂布局中的位置大体分3类——离线、临线、在线,这决定了如何选择具有不同环境指标的测量机。其中,温度是测量机最关键的环境指标。
离线型测量机的标准工作温度一般为18℃-20℃,一般需要安置在一个单独的温控间内,待检零件在检测前需要达到检测间的恒温标准;为了实时监控生产过程中的工序质量,生产线上的车间型测量机的宽温度范围可以达到15℃-30℃。相对而言,离线型测量机的精度要高于车间型测量机的精度。
6.总体方案性能的可扩展性足够应对企业未来的发展
每个企业或者工厂在规划测量方案时,建议考虑5-10年内企业的发展,例如,为未来产品的尺寸扩大(测量机行程要增大)、类型增多(软件测量应用的范围要拓展)、测量的效率提升(测量机性能指标要提升)等预留一定的空间;
同时,也要考虑该方案涉及的质量控制在整个产品生命周期方面的全局发展,如,是否可以与其他质控阶段的制造和测量方案进行紧密衔接(考虑测量软件的兼容能力,如下图,PC-DMIS具有广泛的兼容能力),是否可以与其他CAD\CAM\MES\ERP等系统进行连接,是否要搭建智能质量管控平台等等。

以上这些,可以在售前,与你的销售方案工程师进行充分的沟通,确保你的测量方案适用、实用且具备应对未来的能力。


